Secondly, metallurgical composites that respond well to the test regime may hide underlying problems. For example, the inclusion of a clay rich sample in a composite may have no impact on the flotation response of the composite because the blended clay concentration may be below the critical level at which the clay particles displace sulphide particles in the froth. A problematic ore component may therefore go undetected in the composite tests but may seriously impact operating performance when delivered to the process plant in unexpectedly high concentrations.
Composite or Variability Samples for Metallurgical Testing?
Metallurgical tests are a critical input to mineral processing plant design and operating cost estimation. Compared to regular sampling and assaying for exploration and resource definition, metallurgical tests are expensive and require large sample masses. It’s not surprising then that the number of samples selected for metallurgical testing is relatively small.
From the perspective of process plant design and equipment sizing, composite samples selected to represent something like an average ore feed during a certain production period are appealing. They are usually comprised of sample intervals from multiple drill holes. These composites are typically 30 – 70 kg, which is sufficient to allow various reagent dosing regimes to be tested and useful quantities of mineral product and tailings to be produced.
Composite metallurgical samples have some major limitations. Firstly, results from composites that respond poorly to the test regime are difficult to interpret. It may not be apparent whether poor response reflects the characteristics of all, or perhaps just one, of the individual samples that comprise the composite. Without knowing the geographic and geologic origins of the problem, how can the location and volume of the problematic material or its impact on plant performance and economics be understood?

Furthermore, long-term average blends of ore are not what the plant will receive on a weekly, daily or hourly basis unless the process plant is preceded by a large and complex stockpiling and reclaiming system. Short scale fluctuations in ore fed to a plant can have a large impact on mineral recovery and plant performance. If the process plant has been designed with tolerances that are too narrow to cope with variations in the ore characteristics, throughput may decrease, excess load may build up, reagent consumption may be inefficient, slurry rheology may change, energy consumption may increase, and tailings grades may increase (Lipton and Chesher, 2017).
A good geometallurgical review should be completed before any compositing and variability testing is started. The review should include consideration of grade, ore and gangue mineral content, grain size, texture, rock fabric, density and hardness. If production data is available, this will also be useful. Composite samples should be used sparingly for metallurgical testing until the variation in ore types across the mineral deposit has been established through a comprehensive programme of variability testing.
The samples for variability tests should be selected from continuous intervals of core from individual drill holes. The spatial location of every variability sample is therefore known; a vital first step in identifying spatial variability within an orebody. As far as possible, considering all the available lithological, mineralogical, geochemical, physical and textural information, each variability sample should be comprised of a single ore type. Several variability samples representing each ore type should be tested to determine how consistently the ore type responds to testing. This is necessary because microscopic mineralogical or textural features that affect liberation and recovery may only become apparent after metallurgical testing.
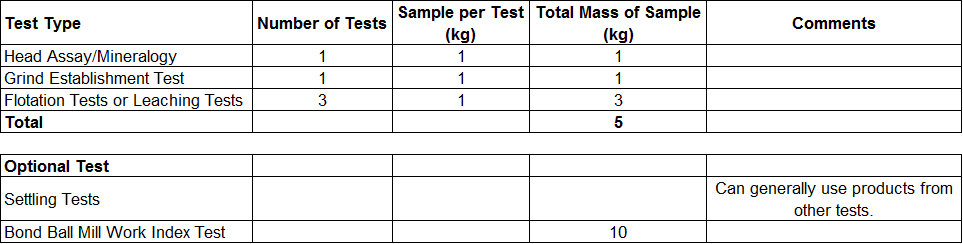
For variability metallurgical testing generally only around 5 – 7 kg is required for each sample for a typical flotation or leach testwork program, if a preliminary flowsheet has been identified. This is broken down as follows:
- Head assay/mineralogy.
- Grind Establishment Test (for determining the time to grind a 1 kg sample to achieve a target P80 in a standard lab rod or ball mill.)
- Allowance for three flotation tests or leaching bench tests.
Additional tests such as de-watering tests (settling) or bond ball mill work tests should be also considered if sufficient sample mass is available. These tests assist in determining the impact on throughputs for both the overall plant and specific circuits.
The sample masses for these tests are shown in the next table.
Mineralogical analysis of concentrates and tails by MLA/QEMSCAN, laser ablation, microprobing or quantitively optical mineralogy is useful for understanding the response of samples to the tests.
Once variability samples have been used to characterize ore types with a reasonable level of confidence, the distribution of ore types can be modelled in three dimensions and included in the mining and ore processing schedules. Composite samples for larger scale testing and plant design can then be selected with much greater confidence. The variability results will indicate the range of ore quality that the process plant should expect over short, medium or long-time scales and provide valuable input to ore blending strategies.
Variability testing should remain an integral part of the ongoing resource definition programme as extensions to the orebody are progressively drill tested. In more complex deposits variability testing may be an integral part of daily ore control and short-term scheduling, providing process plant operators the opportunity to proactively manage plant settings to achieve optimum performance. The cost of a variability program is much less than the cost of reduced production or lost metals recovery in a plant, which can quickly grow into the millions of dollars.
If you would like more information or assistance with metallurgical programme design please contact Andrew Millar, Principal Metallurgist or Ian Lipton, Principal Geologist, Geometallurgy Practice Leader.

Ian Lipton
Geometallurgy Practice Leader/ Principal Geologist
Lipton I T and Chesher R J, 2017. Drilling for mineral processing plant design and performance. In Proceedings of the AIG Drilling for Geology Seminar. Australian Institute of Geoscientists, Brisbane.
Subscribe for the latest news & events