Unearthing Hidden Value Using Pre-Concentration Mining Methods
Pre-concentration has been an important part of mining for thousands of years. From hand-picking through to real-time radiometric analysis, pre-concentration and sorting techniques have long been used to improve the profitability of mining projects. Recent improvements in sorting technologies have spurred renewed interest amongst mining companies.
Pre-concentration relies on heterogeneity in the ore. That is, at some scale, there must be discrete higher-grade and lower-grade zones in the ore that have the potential to be separated. For example, there may be discrete veins of valuable minerals within poorly mineralized host-rock or sulphide breccias containing clasts of unmineralized rock.

Heterogeneity may also be introduced into run-of-mine material by the mining process, in the form of dilution along the margins of the orebody.
In a pre-concentration circuit, physical or chemical properties of the ore are used to separate parcels of ore or individual particles into enriched and unenriched (rejects) fractions, based on pre-determined selection criteria. Ores in which the valuable minerals are evenly disseminated in a homogeneous matrix are typically not amenable to pre-concentration.
At its simplest, pre-concentration is used to increase the grade of the material delivered to the process plant. Low-grade fractions that are uneconomic to process or are of low value can be diverted before further processing costs are incurred.
Increasing the feed grade to the processing plant may also improve the recovery of the target minerals, facilitate debottlenecking of the circuit, and increase the throughput of metal units through the processing plant.
Pre-concentration can separate ores to be fed to different processing circuits. For example, low-grade gold ore can be directed to a heap leach circuit; whilst higher grade gold ore can be sent to a CIL circuit.
Mt Isa’s lead-zinc concentrator uses heavy medium separation to remove silicate minerals that would otherwise increase wear and maintenance costs in the flotation circuit.
Depending on the ore type and processing method, pre-concentration can reduce operating costs such as reagents, acid (by removing acid-consuming minerals) and grinding power costs (typically the highest operating cost in a processing plant).
Types of Pre-Concentration Technology
There are four basic approaches to pre-concentration:
- Bulk ore sorting
- Heavy medium separation (HMS)
- Particle ore sorting
- Grade Engineering™
Since all ore-handling processes are costly, it is advantageous to carry out pre-concentration as early in the sequence of ore handling and processing as possible.
Bulk ore sorting
If the stream of ore delivered to a conveyor belt contains discrete low-grade parcels of ore over the full width of the belt and over several metres of belt length, the ore may be suitable for bulk sorting.
Bulk ore sorting methods include:
- Prompt gamma neutron activation analysis (PGNAA) used for sorting bulk materials such as limestone and iron ore.
- Magnetic resonance, which can be used to sort chalcopyrite from waste minerals.
- Pulsed fast thermal neutron activation (PFTNA) used for sorting iron ore, copper and nickel.
Typically, a sensor is positioned over or under the belt and the properties of the ore are measured continuously. Measurement times range from near-instantaneous to 30 seconds, depending on the method. Based on the sensor data, process control systems are used to open or close gates for redirection of increments of material towards the process plant or towards the “rejects” stockpiles.

Particle ore sorting
If ore and waste are only identifiable at the scale of small individual particles, sensor-based bulk sorting will be ineffective and particle ore sorting may be more suitable. Sensor-based particle sorting may be considered for ore types where liberation of mineralized and unmineralized particles can be achieved at particle sizes between 8 mm and 220 mm.
Surface measurement techniques, where the sensor only scans the surface of the particle, can measure the grade of particles up to 220 mm. Whereas penetrative techniques, where the sensor scans the entire particle, will typically only process particles up to 100 mm.
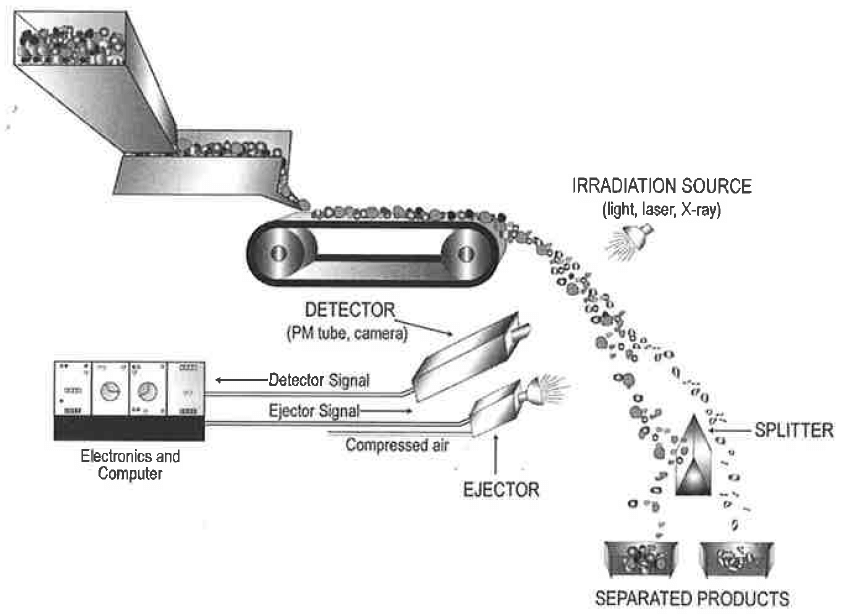
Particle sorting machines can use a variety of sensors for near real-time measurement of a wide range of minerals and elements. Crushed ore, spread thinly on a conveyor belt, is presented to an array of sensors. An energy source, such as x-ray or laser, is beamed onto each ore particle. A sensor receives the reflected or emitted energy from each particle and sends this information to a high-speed processor, which determines if a particle should be accepted or rejected. Mechanical flop-gates or high-pressure air jets are used to divide the particle flow.
Particle ore sorting sensors include:
- Colour sensors for separating minerals based on colour differences. This technique is used for sorting limestone.
- X-ray transmission (XRT) sensors for sorting minerals by differences in their atomic density. XRT is used for sorting base metals such as tin or copper.
- X-ray luminescence (XRL) sensors for diamond sorting.
- Radiometric sensors for processing uranium ores.
- Electromagnetic (EM) sensors for separating minerals based on differences in their electrical conductivity or magnetic susceptibility. These are often used to improve the grade of nickel sulphide ores.
Heavy medium separation
If the run-of-mine ore contains ore and waste particles with contrasting densities, this physical property can potentially be exploited by using a heavy medium, such as a ferrosilicon slurry. Heavy medium separation (HMS) is commonly used in coal and iron ore to produce final products but can also be used for pre-concentration before further processing. Run-of-mine ore is crushed to the maximum size necessary to liberate mineralized material from unmineralized material and processed in cyclones or drums. In a base metal application, less dense waste particles (commonly silicate-rich) float and are rejected, and the more-dense mineralized particles, such as sulphides sink and report to the main process plant.
HMS can typically be used to process particle sizes as small as 1 mm, whereas particle ore sorting is generally only practical and economic for particles to a minimum size of 8 mm.
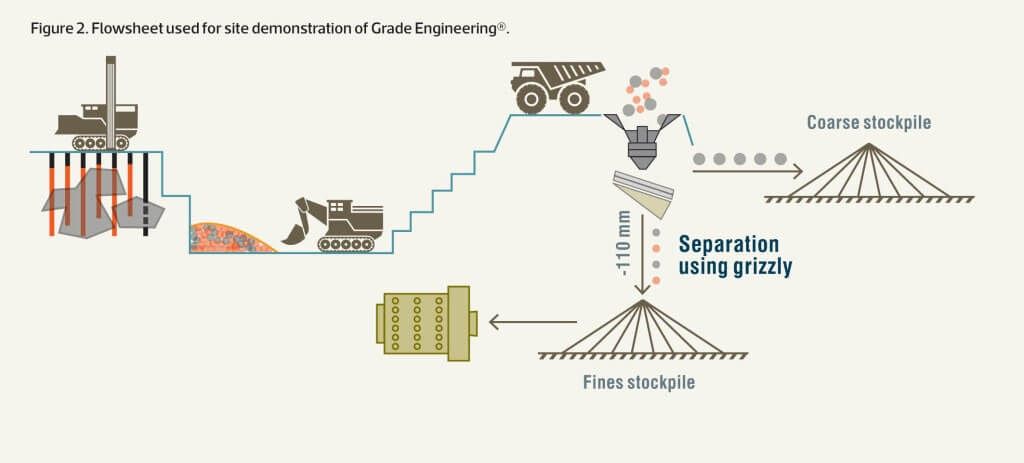
Grade Engineering™
In many deposits there is a natural tendency for mineralized material to occur in zones that are softer than the surrounding rock. This characteristic was exploited at the Panguna porphyry copper mine in Papua New Guinea, where blasted low-grade ore was screened at 32 mm and the oversize, weakly-mineralized material was rejected. This simple procedure increased the copper grade to the processing plant by 50%.
Grade Engineering™ takes this approach a stage further by using selective blasting to increase the contrast between the size of waste particles and the size of mineralized particles. This facilitates a simple separation by size to concentrate the valuable minerals.

At the Mogalakwena platinum mine in South Africa, CRC ORE carried out a Grade Engineering™ project to increase mill head grade. Selective blasting was conducted on higher grade sections of the ore body with greater blast energy which generated finer particles of high-grade material. The low-grade sections of the ore body were blasted less intensely, so the waste was preferentially distributed to coarse fragments. The ore was then mined, crushed and screened so that the finer, higher-grade particles reported to the processing plant; whilst the coarser, lower grade material reported to waste. This achieved a higher feed grade to the processing plant (Source: https://www.crcore.org.au/main/index.php/case-studies-03/89-selectiveblasttrial).
Selecting pre-concentration options
There are many different options for using pre-concentration to improve mine profitability, each with its own advantages and disadvantages. Some of these are listed in the table below.
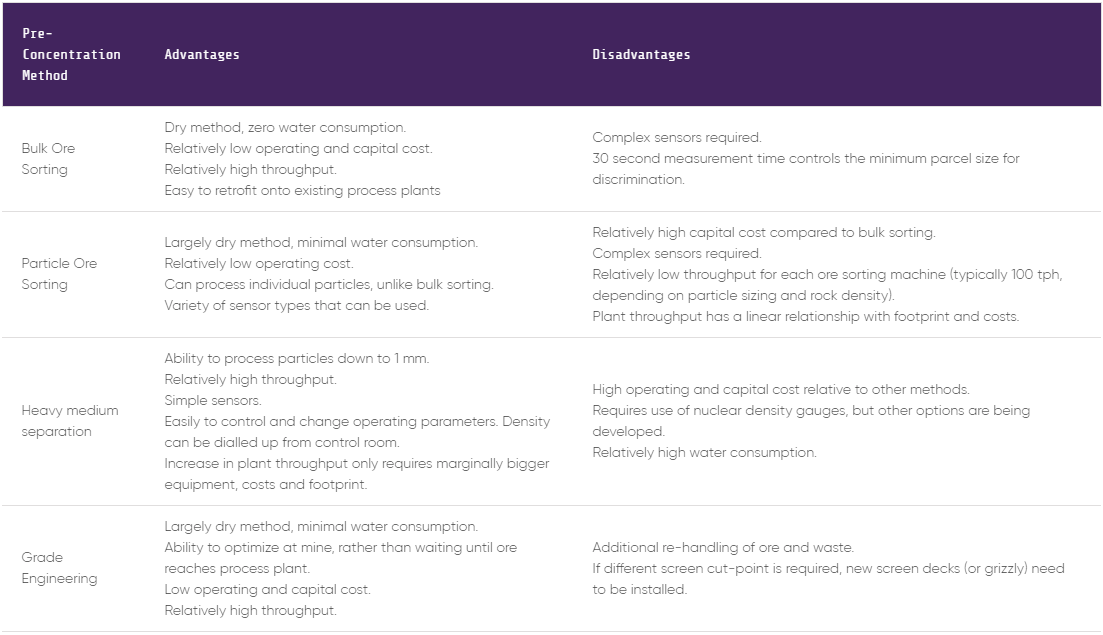
Selection of feasible pre-concentration methods for a particular mine or project is dependent on the geological characteristics of the ore and waste, the mining and ore processing methods, mine lay-out and logistics. Combinations of different sorting technologies may also be used sequentially, and the new intermediate products may favour the introduction of new processing options.
The improvement in the value of the ore, that is generated by the proposed introduction of pre-concentration, will likely impact the mine development rate and sequence, mining fleet size, cut-off grades, throughput rate, waste rock disposal, capital and operating costs and a host of other inter-related aspects of the enterprise.
Evaluation of technically feasible pre-concentration options should therefore include a strategic optimization study, to ensure that all benefits and cost changes are fully recognized, and that an optimal solution is selected to meet corporate objectives.
Conclusion
Pre-concentration will become increasingly important for squeezing additional value from existing mine and new projects. The geological properties of the ore and waste play a critical role in the selection of an appropriate pre-concentration method. These properties, and the way they might vary in three dimensions, need to be understood and captured in resource models and mine plans.
Strategic optimization provides CEOs and project managers with the confidence to select pre-concentration opportunities that deliver optimal solutions and meet corporate goals.
In Part Two of this article, we will discuss some of the different sensor technologies that are increasingly being used to sort ore and improve mine profitability, and we look at how to execute a study to assess the potential to use ore sorting on a deposit.
In the meantime, if you want to know more, please contact Ian Lipton, Principal Geologist/Geometallurgy Practice Leader (ilipton@amcconsultants.com) or Andrew Millar, Principal Metallurgist (amillar@amcconsultants.com) at AMC Consultants for more information.

Andrew Millar
Principal Metallurgist
Subscribe for the latest news & events